In the metal processing industry, aside from stainless steel and carbon steel, copper and aluminum are among the most commonly used metals. Many sheet metal fabricators often inquire about the capability of fiber laser cutting machines to cut high-reflective materials such as aluminum and copper. High-reflectivity metal materials have always posed challenges for metal laser cutting machines, including copper, aluminum, and others, which are also commonly encountered materials in metal processing. This article we will discuss how to use laser cutting reflective material.
Why is Laser Cutting Highly Reflective Metals Challenging?
The challenge in laser cutting reflective metals like brass and aluminum primarily stems from their highly reflective surfaces. Due to the ability of the metal surface to reflect laser energy, some of the energy is bounced back to the laser source or the focal point, rather than being effectively absorbed for cutting. This leads to decreased cutting efficiency and potential damage to optical components.
What are high reflectivity materials? Are aluminum alloys and pure aluminum equally reflective?
In laser cutting processes, reflectivity is a crucial factor. Laser cutting operates by using a laser beam to weld or cut the surface of a workpiece. Different material surfaces reflect laser beam at different intensities, and it is common to categorize the intensity of laser light reflected from materials into two types: high reflectivity materials and low reflectivity materials.

How to determine if a Material is Highly Reflective?
By Resistivity
In general, the lower the resistivity of a material, the lower the absorption of laser light (high reflectance); the higher the resistivity, the higher the absorption.
By Surface Structure
The smoother the surface of the material, the lower the absorption of laser light.
If the surface is smooth enough (even stainless steel), it is a highly reflective material for laser processing and has a low laser absorption rate. The rougher the surface of the material, the higher the laser absorption rate.
If the surface of the material is rough enough (even if the material is copper), the absorption rate can still be high for laser processing.
Different grades of aluminum alloys have varying resistivity. The most common aluminum alloys range from series 1 to series 7, including 1001, 3001, 4043, 5052, 6061, 6063, and 7075. While aluminum generally has high reflectivity, series 7 and 8 aluminum alloys exhibit lower reflectivity. Even materials with the same name may differ in actual properties. Aluminum alloys are generally easy to cut, but pure aluminum requires more attention during cutting.
For commonly used steel materials: resistivity increases in the order of carbon steel, ferritin stainless steel, martensitic stainless steel, and austenitic stainless steel. (For example, resistivity: Q235 carbon steel < 410 stainless steel < 405 stainless steel < 304 stainless steel).
Can Laser Engraving Reflective Surfaces?
It’s yes. Reflective materials typically exhibit high reflectivity, which can potentially cause laser reflection back to the laser source, damaging equipment, or posing safety hazards.
Fiber laser systems emit at a wavelength of 1.07 µm, shorter than the wavelength of traditional CO2 alternatives (10.6 µm). This makes the 1.07 µm laser easier to absorb, reducing reflection. Its shorter wavelength also allows for better beam focusing, providing higher power density. This high power density enables the laser to penetrate metals more easily, such as copper and brass, rapidly heating them to their melting points, thereby facilitating effective cutting, even overcoming metals with high reflectivity.
Therefore, it’s essential to utilize appropriate parameters and laser cutting equipment, along with ample experience, to ensure a safe and efficient cutting process. Opting for cutting heads with high reflectivity capabilities and ensuring that the fiber laser system has sufficient power to handle such materials is advisable.
Tips for Cutting Highly Reflective Materials
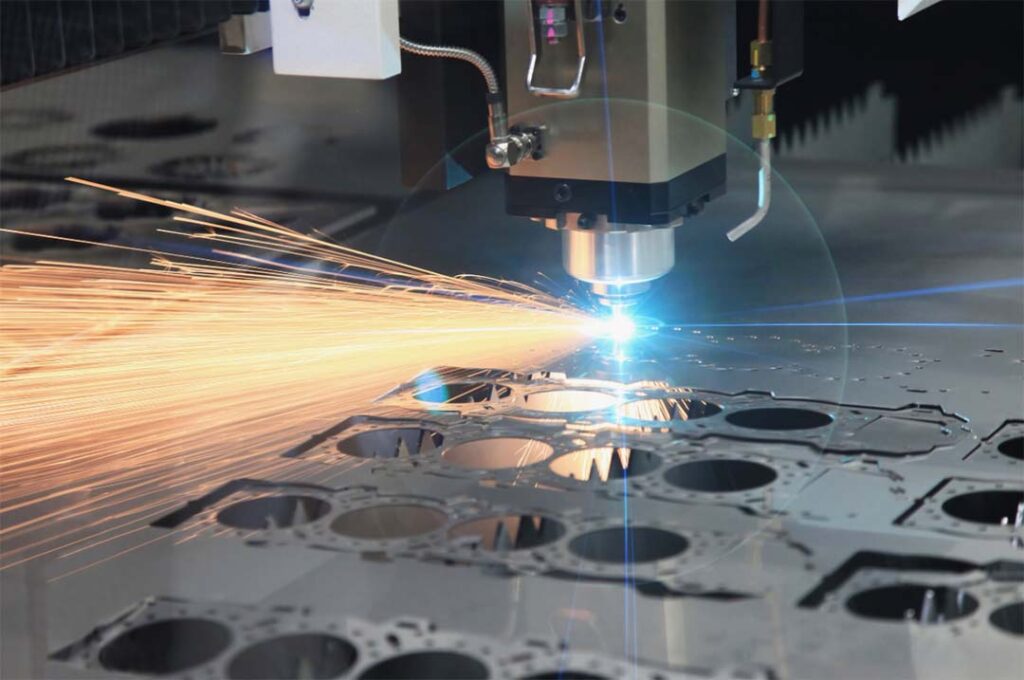
During the cutting process of highly reflective materials, piercing technique is crucial. To maximize power density and accelerate melting speed, the focal point should be positioned as close to the material’s surface as possible. This minimizes the number of interactions between the beam and the material surface, allowing the beam to more effectively melt the material.
Copper (Cu) and silver (Ag) are highly reactive materials to 1070 nm fiber lasers, with low absorption rates, much lower than iron (Fe) and steel. However, their absorption rates are relatively higher for solid-state lasers. Therefore, choosing the right type of lasers may make cutting highly reflective materials easier.

How to Use Fiber Laser Cutting Aluminum?
- Apply a coating that absorbs laser beams to cover the metal surface. Aluminum surfaces can be coated black, which does not affect cutting quality and precision. This method effectively reduces aluminum’s reflectivity to the laser, making aluminum cutting easier.
- Choosing a slightly higher power laser according to the thickness of the material to be cut can improve aluminum cutting.
- Optimize cutting aluminum by adjusting cutting parameters such as feed rate, focus position and laser pulse frequency. Correct cutting parameters lead to better cutting results.
- Select the appropriate auxiliary gas, because of the special color of aluminum and to protect the cutting surface color uniformity, nitrogen can well prevent oxidation, the use of nitrogen is a better choice.
Why Need Auxiliary Gas to Cut Highly Reflective Materials?
1. Auxiliary gas undoubtedly enhances the cutting effect.
2. Through the chemical reaction between auxiliary gas and metal material, it enhances the cutting ability.
3. Helps the equipment blow away the slag from the cutting area to clean the slit.
4. Cools the area around the cut and protects the focusing lens.
When laser cutting copper, the introduction of an auxiliary gas will react with the metal at high temperatures to improve cutting speed and effectiveness. The use of O₂ can aid combustion and improve efficiency. As for laser cutting equipment, N₂ is a common auxiliary gas to enhance the cutting effect, of course, for copper plate below 1mm, no auxiliary gas is needed for cutting and processing. But when the thickness of copper reaches 2mm, N₂ can no longer achieve the expected processing effect. In this case, oxygen must be used to oxidize the copper for smooth cutting.

Find Professional Experts to Help You Cut Reflective Materials
Dapeng Laser, located in Shenzhen, China, is a technology enterprise specializing in laser marking, engraving, and cutting equipment. With 27 branches across the country and multiple overseas sales and service outlets, we offer a wide range of laser machine models. Facing diverse material cutting needs from various industries, we provide tailored solutions for laser cutting or marking. Our laser cutting machines feature stable, efficient, and safe cutting heads suitable for both thick and thin sheets pipes. Visit our website now for optimal guidance and enhance your work efficiency!
Conclusion:
In this article, we provide an insight into how to cut reflective metal with laser. Laser cutting machines are uniquely suited to handle highly reflective metals such as brass, aluminum, and silver with precision and efficiency. Laser cutting will continue to be the preferred method for handling highly reflective metals and will bring added convenience and benefits to metal processing in manufacturing industries.