The modern manufacturing industry has ushered in a technological revolution, especially in the field of welding. Traditional spot welding and the emerging laser welding are in fierce competition, becoming the two primary choices for welding processes in the manufacturing sector. What is spot welding machine? This article will delve into laser spot welding and traditional spot welding, analyzing their pros and cons, as well as their various applications.
Laser Spot Welding & Laser Seam Welding
Laser spot welding and seam welding refer to welding processes applied to single points or along a line. By configuring the laser welding system with high speed and extremely narrow weld seam geometries, laser welding machines can produce extremely precise spot welds.
Laser seam welding is a welding technique that uses a laser beam to form continuous and high-precision weld seams along the seams or joints between two or more metal workpiece. Seam welding can be used to join longer joints, making it commonly used in the manufacturing of large structures such as bridges, oil tanks, and ships.

The welding material for spot welding is added in the form of spot or circular weld points to connect metal components. It is fast, precise, and can weld various metals, including dissimilar metals. Spot welding does not require the creation of gaps or grooves but rather connects two metal components together by clamping them together and applying high current and pressure at the welding point. It is typically used for joining thin metal sheets or pieces, welding small parts, precision components, or applications that require localized heating, such as electronic devices, touch screen panels, small batteries, and more.
Seam welding is used to join larger metal components and usually requires creating seams or gaps at the joints to accommodate the welding material. Spot welding is suitable for thin metals, doesn’t require pre-creating gaps, has a faster welding process, and is suitable for automated production lines. Both of these welding methods play important roles in various application areas, with the specific choice depending on materials, structural, and the production process.
Laser Welding Vs Spot Welding
The welding process that joins two or more metal plates together by applying pressure and heat through the passage of current in the welding area is called spot welding.
Currently, various spot welding methods are applied in production, including resistance spot welding, arc spot welding, laser spot welding, and adhesive spot welding, among others. Among them, laser welding is an important aspect of material processing.
The Cons of traditional Spot Welding
- High Energy Consumption: Spot welding typically requires a significant amount of electrical power because it involves heating metals through resistance for welding. This can lead to high energy costs, especially in large-scale production.
- Limited Applicable Materials: Spot welding is suitable for metals with good conductivity, such as steel and copper, but for non-conductive materials and different types of metal connections, other welding processes are required.
- Difficult Position Control: In spot welding, the position of the weld point is usually predetermined, making precise location control more challenging, which can be an issue in some applications.
- High Temperature and Smoke Generation: The high temperatures and smoke generated during spot welding can pose health hazards to workers, necessitating appropriate safety measures and ventilation systems.
- Suitable for Permanent Joints: Spot welding is typically used for permanent joints and is not suitable for applications that require detachable welding, making maintenance or replacement of welded components more complex.
- Limited Welding Thickness Range: Spot welding is suitable for relatively thin metal materials. Thicker materials require higher-powered equipment, which can increase costs.
- Relatively Lower Production Efficiency: Spot welding is generally a slower welding process, especially for large workpieces that require multiple weld points. This can reduce production efficiency.
Laser spot welding is primarily aimed at welding thin-walled materials and precision components, capable of achieving spot welding, butt welding, overlay welding, and sealed welding, among others. The characteristics of high precision, high flexibility, minimal heat-affected zone, pollution-free weld points, and high welding quality make it capable of replacing traditional processes such as resistance spot welding and riveting in practical production, especially in industrial applications. In comparison to conventional spot welding, laser welding is significantly faster and doesn’t require post-weld aesthetic treatment.
Applications of laser spot welding include the welding of materials like gold, silver, platinum, titanium and its alloys, electrical nickel strips, and more. It is suitable for precision welding of various small and heat-sensitive components, such as jewelry, watch hairsprings, integrated circuit leads, and it finds use in industries like optoelectronics, electronics, and communication equipment.
Jewelry Laser Spot Welding Machine
Jewelry laser spot welders are primarily used for repairing holes and spot welding sand holes in gold and silver jewelry. These machines represent an important application of laser material processing technology. The laser spot welding process is a form of heat conduction, where laser radiation heats the surface of the workpiece, and the heat is conducted inward, creating a specific molten pool by controlling parameters such as laser pulse width, energy, peak power, and repetition frequency.
Due to its unique advantages, laser jewelry spot welding machine find wide application in precision processing of small components, including rings, pendants, bracelets, mobile charger interfaces, hardware, watches, medical instruments, stainless steel, titanium alloy accessories, eyeglass frames, and more. They are particularly useful for tasks like hole repair, spot welding seams, and assembling components in gold and silver jewelry.

Jewelry Laser Welding Machine Features
Precision Welding: Jewelry laser welders provide precise control over the welding process, allowing jewelers to make small, accurate welds in tight spaces without damaging surrounding areas.
Wide Adjustable Parameter Range: Jewelry laser spot welding machines allow users to adjust parameters such as energy, pulse width, frequency, and spot size according to various welding requirements. This flexibility enables them to adapt to a wide range of jewelry welding tasks, both in terms of type and size.
Durable Ceramic Focus Cavity: These machines employ imported ceramic focus cavities known for their corrosion resistance and high-temperature performance, ensuring stability even in high-temperature and corrosive environments. Moreover, they offer high photoelectric conversion efficiency, providing efficient energy transfer. The focus cavity typically has a long lifespan, often reaching 8-10 years, and the xenon lamp’s lifespan is also quite extensive, usually exceeding 8 million spot welds.
High-Quality Welding Results: Jewelry laser spot soldering machines can achieve aesthetically pleasing finished workpieces with small weld seams, significant welding depth, and high welding quality. This is crucial for jewelry manufacturing, which often demands highly refined and precise welding.
Ergonomic Design: The machines often feature ergonomic designs to provide comfort to the operator during extended periods of use.
Quick Welding Speed: Jewelry laser welding machines can produce fast and efficient welds, improving productivity in jewelry workshops.
Magnification for Welding Positioning: The machines are equipped with x5 and x10 microscope and crosshair alignment system, aiding welders in better positioning the welding points, thus enhancing welding precision and accuracy.
Spot welder for jewelry offer flexibility, durability, high-quality welding results, and extended stable operation, making them suitable for demanding jewelry manufacturing and repair tasks.
DPLASER provides laser welding solutions, laser technology consulting, and laser industry services. We not only offer cost-effective equipment to our customers but also provide comprehensive after-sales support. If you wish to learn more about laser welding technology, please feel free to contact us.

How to Start Laser Soldering Jewelry
1. Preparation: First, prepare the workpieces that need to be welded and the laser spot welding machine. Ensure that the workpiece surfaces are clean, free from oil or other impurities. Adjust the parameters of the laser spot welding machine, such as power, focal point position, and focal length, to suit the specific welding requirements. Our engineers will guide you in setting the welding parameters for the machine correctly.
2. Workpiece Fixation: Place the workpieces that need to be welded on the welding platform and secure them to ensure their stability.
3. Focal Point Adjustment: Adjust the laser focal point position and focal length to focus the laser beam on the desired welding location. By adjusting the lens or operating platform, concentrate the laser into a sufficiently small point.
4. Spot Welding Operation: Start the laser spot welding machine, and the laser beam begins to focus and illuminate the welding location. The laser instantly heats the weld point, causing it to melt and form a welded joint. The welding time is typically very short, often in milliseconds.
5. Cooling and Inspection: After the welding is completed, allow the welded joints to cool for a period to ensure the structural stability of the weld points. Subsequently, you can inspect the welding quality, including the strength and appearance of the welded joints.
Laser Spot Welding Machine Price
The price of a laser spot welding machine for jewelry can vary significantly depending on several factors, including the machine’s brand, model, features, power, and the specific accessories selection.
1. Entry-level or smaller machines designed for jewelry and small-scale applications: These can start at around $1,500 to $2,500.
2. Mid-range machines for manufacturing: These typically range from $5,000 to $10,000.
DPLASER offers you professional laser welding equipment, including laser spot welder, handheld fiber optic welding machine, automatic laser welding machine, laser cutting machine and so on.
Laser jewelry spot welders are characterized by high energy density, fast welding speed and precise weld quality. These machines use advanced laser technology to provide stable laser output and efficient welding performance suitable for welding a variety of jewelry materials, such as gold, silver, platinum and copper.
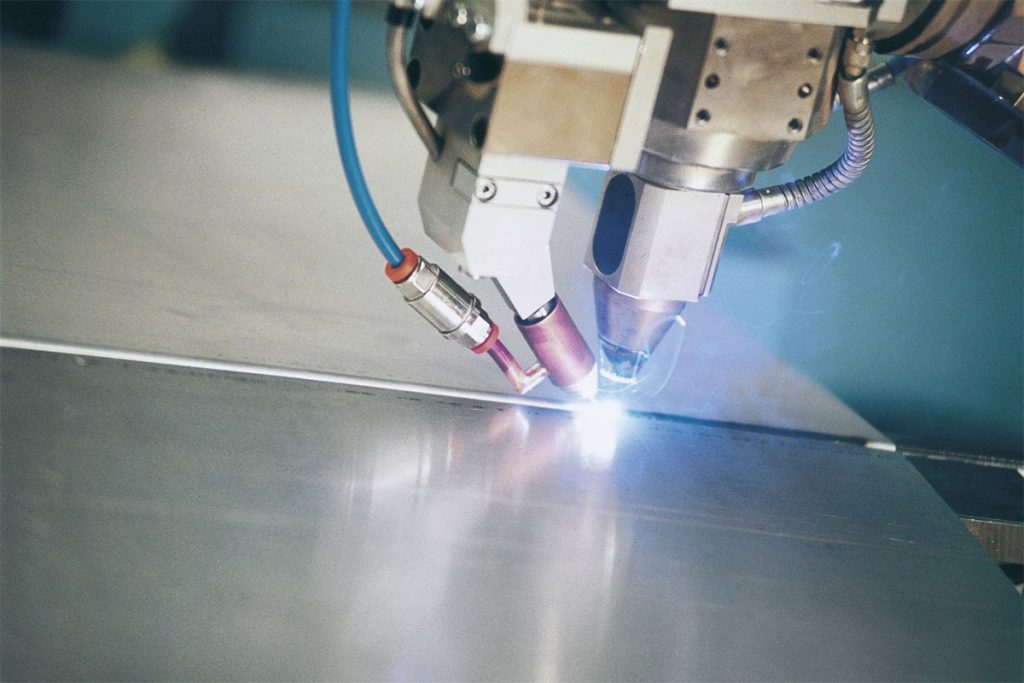
Metal Laser Spot Welding Process
Before laser welding, equipment should be adjusted as needed, and workpieces should be cleaned.
Nozzle Selection
Copper nozzles usually need to be selected based on the soldering process, soldering angle and material. For metal materials, common nozzle materials include copper and molybdenum, while for non-metal materials (such as plastics), nozzles resistant to high temperatures and corrosion may be necessary.
Welding Power and Speed
Determine the required nozzle type and size based on the laser welding machine’s power and welding speed. Higher power and speed typically require larger nozzles to accommodate increased heat and material flow.
Welding Position and Angle
The shape and size of the nozzle can impact the shape and depth of laser welding seams. Selecting the appropriate nozzle shape and size can meet your specific requirements.
- Different applications may require different nozzle materials, shapes, or sizes to meet welding quality, speed, or depth requirements.
- During laser welding, if the direction of the laser beam is perpendicular to the welding direction, the welding seam direction will be more uniform, and the depth of fusion will be greater.
- During continuous operation of a laser welding machine, the workpiece may be susceptible to damage due to the impact of laser beam radiation and reflection. To reduce the impact of the laser beam on the workpiece surface, a spot welding process can be employed. The steps of this process involve initially maintaining an appropriate distance between the spot welding workpiece and the laser beam, then welding multiple points while orienting the spot welding area at a certain angle to the laser beam. This helps to reduce direct laser beam exposure on the workpiece, thereby avoiding issues related to excessive heat input, deformation, and stress. By applying the spot welding process, it is possible to minimize adverse effects on the workpiece while ensuring welding quality.

DPLASER laser welding machines come with 6-8 standard copper nozzles, which can fulfill most of your welding scenarios and needs. If you have special welding requirements, please contact the equipment manufacturer to ensure they can provide additional accessories or nozzle options that meet your specific needs. Additionally, following the manufacturer’s recommendations and maintenance guidelines, regularly inspecting and replacing nozzles can extend the equipment’s lifespan and keep it operating efficiently.
In conclusion, laser spot welding offer precision, efficiency, and flexibility makes it an attractive choice, especially in industries where high-quality, fine-detail welding is crucial. As the manufacturing landscape continues to evolve, the choice between laser spot welding and argon arc spot welding will depend on specific requirements, materials, and desired outcomes. The key lies in leveraging these technologies to optimize efficiency, precision, and welding quality while minimizing potential drawbacks, ultimately ensuring success in various industries.