In the field of industrial precision manufacturing, laser welding machines have become the key support of modern industrial welding technology by virtue of their excellent performance and high precision. However, in the face of diverse and complex materials and strict application requirements, enterprises will have a doubt when choosing a laser welding machine: is laser welding stronger than arc welding?
The answer is definitely yes. The quality of welds produced by laser welding machines is influenced by various factors, including the properties of the materials, welding parameters, and welding speed. It is crucial to follow proper procedures and pay attention to relevant considerations during welding. When operated correctly, laser welding machines can produce robust and durable welds.
Laser Weld Strength vs TIG
Laser welding and TIG are two distinct methods for joining metals, each with different strengths. How strong is laser welding? Laser welding typically achieves over 90% of the strength of the base material, with weld seams that are nearly defect-free. This is primarily due to the low heat input and high welding speed of laser welding, which minimizes welding deformation and the heat-affected zone.
In terms of weld strength and precision, laser welding is better than TIG, particularly in controlling the heat-affected zone and deformation. Laser welding is more suitable for precision manufacturing and applications requiring high welding quality. However, for large structural components and thick plate welding, TIG may be more cost-effective and easier to operate.

Laser welding machines have a wide range of applications and can weld various metal materials, including stainless steel, steel, iron, aluminum, copper, galvanized sheet, gold, silver, and magnesium. They are commonly used in metal fabrication, door and window manufacturing, cabinet making, machinery manufacturing, new energy battery welding, automotive parts manufacturing, and repair.
With advancements in laser welding technology, many automotive manufacturers have adopted laser welding for car welding applications, revolutionizing the strength of laser welding and quality of automotive structural components and parts. This clearly demonstrates the advantages of laser welding in sheet metal applications.
How to Increase Laser Welding Strength?
Precise Control of Laser Energy
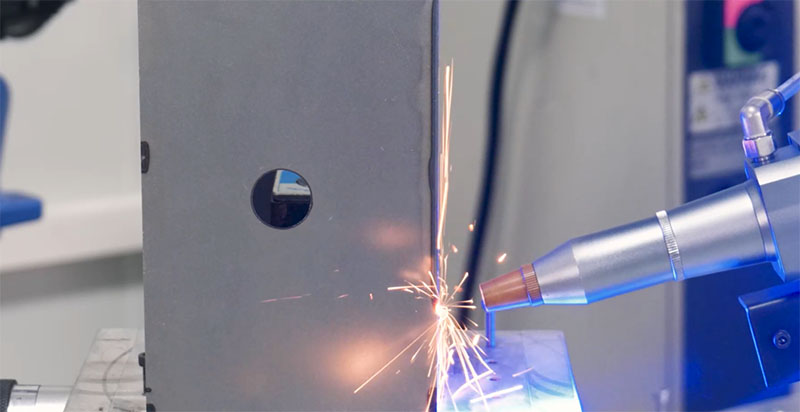
The core advantage of a laser welding machine lies in its precise control of energy. By using a high-energy density laser beam, energy can be instantly concentrated in a small area, allowing for the rapid fusion of materials. Accurately controlling the laser’s power, frequency, and pulse width ensures the formation of an optimal weld pool, with the molecular structure at the welding site tightly bonded, thereby enhancing the strength of the weld.
Pre-Welding Preparation
Achieving a strong weld also requires consideration of the material properties and contact surfaces. Different metals have varying absorption rates for laser energy. Selecting the appropriate filler material and thoroughly cleaning the material surface can reduce welding defects and enhance the interfacial bonding strength.
Selection of Welding Process Parameters
Adjusting process parameters such as welding speed, defocus distance, and gas protection is also crucial. For instance, reducing the welding speed can increase the dwell time of the weld pool, facilitating better material fusion. An appropriate defocus distance can control the penetration depth and heat-affected zone, preventing overheating that could alter the microstructure and maintaining the high strength of the welded area.
Securing Welding Materials
Vibrations during welding can affect the formation of the weld seam. It is essential to secure the workpiece on the welding table, ensuring steady welding to avoid irregularities in the final product caused by vibrations.
Efficient Cooling and Stress Control
An efficient cooling system quickly removes excess heat during the welding process, reducing thermal deformation. Coupled with proper preheating and post-heating treatments, it effectively controls residual welding stress, enhancing the tensile strength and toughness of the weld seam.
Some people believe that laser welding is not strong and is more aesthetically pleasing than functional. This misunderstanding often stems from not following the correct operational guidelines for laser welding, leading to errors that result in suboptimal welding outcomes.

What Factors Can Cause to Weak Laser Welding?
Contaminated Welding Surface
When using a laser welding machine, it is important to ensure that the material surface is clean. If dirty materials are placed in the welding area, the surface will not crystallize properly or will not crystallize sufficiently, which one of the direct factors is affecting the stability of laser welding.
Welding Speed Too Fast
In reality, when a laser welding machine is used for material processing, the longer the interaction time between the laser and the workpiece, the more thorough the welding. Faster welding speeds do not necessarily lead to better results. Welding speed should only be increased to boost production if it does not compromise the welding quality.
Mismatch between Material and Welding Power
The power of the laser welding machine needs to be adjusted according to the different materials. If the power used is too low, the welded material may not be strong. For highly reflective materials, increasing the welding power and slowing down the welding speed can optimize the welding effect.
Work Table and Fixtures
The work table and fixtures are used to secure the materials. If the materials are not fixed firmly enough, it can lead to poor welding and weak joints. For difficult welding tasks, custom fixtures may be needed to meet the welding requirements.
Laser Welding Suitable for Thin or Thick Plates?
Laser welding systems, with their precision, efficiency, and low deformation characteristics, are widely used in the field of metal material joining. Whether for thin or thick plate materials, laser welding machines demonstrate unique welding advantages.
For thin metal sheets with a thickness ranging from a few micrometers to a few millimeters, laser welding can achieve good penetration while maintaining a narrow and smooth weld seam, requiring minimal post-processing.
For thick plate materials, laser welding machines also exhibit strong welding capabilities. As laser power increases, the material thickness that can be handled by the laser welding machine also increases. A 1000W~3000W handheld laser welding machine can weld stainless steel up to 6mm thick, while a 6000W laser welder can handle stainless steel plates up to 8mm thick. The welding depth is influenced not only by power but also by welding speed, defocus distance, laser waveform, and other factors. A proper combination of process parameters enables laser welding to achieve stable deep penetration welding on thick plate materials, ensuring the strength and density of the weld seam.
When welding thicker stainless steel plates and pipes, certain methods can be employed to enhance the welding quality and strength, such as:
Multiple Pass Welding
For stainless steel materials that exceed the power range of the laser welding machine, multiple pass welding can be used. This involves welding a portion of the material at a time, moving the welding position after each pass until the entire weld is completed.
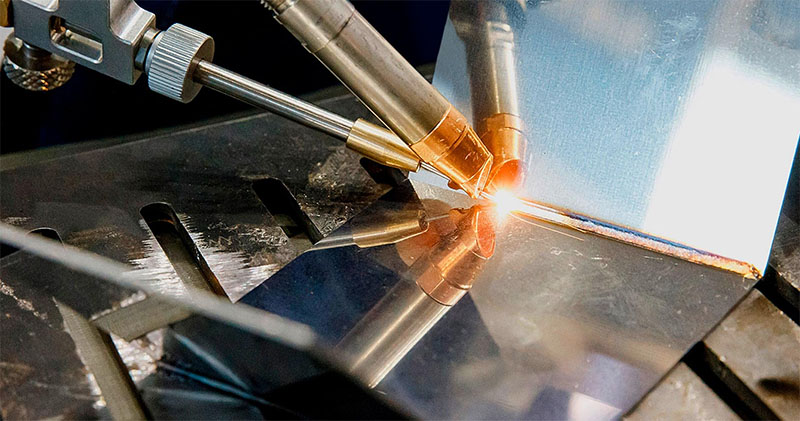
Use of Filler Material
When welding thick stainless steel, using filler materials such as welding wire or rods can fill the weld seam, providing additional material and strength to support the welded area.
Preheating and Post-Weld Heat Treatment
Preheating can improve welding performance and reduce the likelihood of crack formation. Post-weld heat treatments, such as annealing, can relieve stress in the welded area.
Proper Joint Design
Welding thick stainless steel materials requires suitable joint design to ensure that the shape, width, and spacing of the joints are appropriate, thereby ensuring welding quality and strength.
Precise Control of Welding Parameters
Accurately controlling welding parameters such as power, speed, and focus position during the laser welding process is crucial for ensuring high welding quality.
How to Choose a Laser Welding Machine?
The first is the thickness of the sheet, as different thicknesses require different power laser welding machines. For thin plates, it is appropriate to choose laser welding machines with lower power as they provide fast welding speed and high accuracy. For thicker plates, on the other hand, higher power laser welding machines are required to ensure adequate welding depth and strength.
In addition to the thickness of the plate, the material of the plate also needs to be considered. Different materials have different requirements for laser welding, so you need to choose the right laser welding machine for the material. In addition, it is also necessary to consider factors such as the width of the plate and thermal conductivity, which will affect the quality and efficiency of welding.
Consider the width of the weld and the need for filler material. Wire feeders are often used for filler material to extend the width of the weld seam or to provide additional weld material. If the welding application requires filler material in the weld seam or additional weld material to increase the width of the weld seam, then choosing a laser welder with a wire feeder is a more appropriate choice.
In summary, when choosing a laser welding machine, you need to consider factors such as plate thickness, material, width and thermal conductivity in order to choose the right machine and welding parameters. It is recommended to consult professional laser welding equipment suppliers or engineers for more detailed advice and technical support.

Last but not least, laser welding is an efficient and precise welding technology that plays an important role in industrial manufacturing. It excels especially in high-precision and demanding welding tasks through its clear advantages in terms of weld strength and quality. We have prepared several videos of laser welding strength test which demonstrate the robustness of laser welding in different materials and conditions and help you to have more trust in the reliability and superiority of laser welding technology.