Laser welding has emerged as a highly effective method for joining materials across various industries, offering precision, speed, and versatility. However, achieving optimal welding results requires a deep understanding of the factors that influence the welding process and how does laser welding work. In this article, we will explore the key elements that impact the quality of laser welding. From the laser power, welding speed, materials and the configuration of optical components, each aspect plays a crucial role in determining the outcome of the welding operation.
What is Laser Welding Used For?
Laser welding serves as a versatile solution for creating strong and precise bonds between materials. Its applications span across industries where precision and efficiency are paramount. From assembling intricate electronic components to constructing robust automotive parts, laser welding offers a reliable method for achieving high-quality welds with minimal heat distortion.

Laser welding is used in a wide range of applications and can be realized with continuous or pulsed laser beams. According to the different laser power density, laser welding can be divided into two principles: heat conduction welding and laser deep fusion welding. In the power density is less than 104~105 W/cm2, heat conduction type welding melting depth is shallow, welding speed is slow; and in the power density is greater than 105~107 W/cm2, the metal surface to form a deep melt pool, to realize the deep melt welding, has a fast welding speed, depth and width ratio of the characteristics of the large.
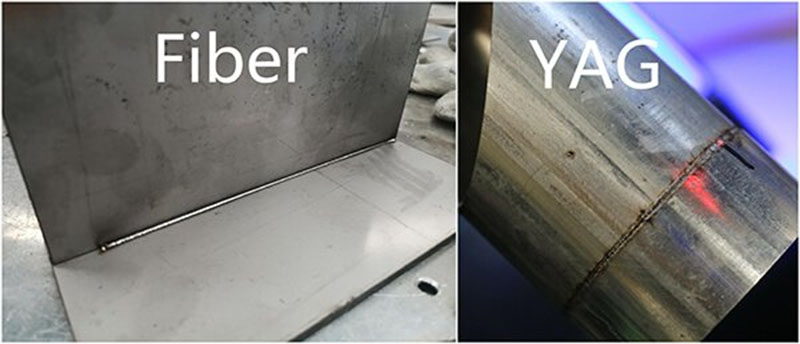
YAG Laser Welding
Use of yttrium aluminum garnet (YAG) crystals to produce laser light, the wavelength of 1064 nm, the metal is easy to absorb. Suitable for laser welding, can achieve metal melting with less energy.
Fiber Laser Welding
Use of optical fibers to expand and transmit the laser, the wavelength of 1070nm, and the metal is easy to absorb. Fiber laser is able to achieve deep fusion welding, compared with YAG laser has the advantages of deep fusion, low operating costs, almost no need for adjustment and maintenance. Although fiber laser has the characteristics of high power and high efficiency, but the current power in handheld welding applications does not exceed 3kw. If you need higher power and greater welding depth, you need to consider platform welding, robotic welding and other methods.
Conventional 3000W fiber laser welding machine can be applied to weld 6~8mm material with continuous light output and fast welding speed. The YAG welder is suitable for welding thin materials from 0.1mm to 0.5mm, and is generally used for spot welding with varying spot sizes.
Fiber laser welding is unique in its “focus ability” and its range of beam quality, which can be adjusted for each welding application.
YAG welding machines operate with an internal temperature gradient that limits further improvements in average laser power and beam quality. In addition, since the refractive index of fiber laser welding has a much smaller rate of change than that of semiconductors, the beam quality of fiber optics is much better.
The main components of the laser welding machine:
1. Laser Source: the core part of the laser welding machine, responsible for generating high-intensity, monochromatic beam. Common lasers are semiconductor lasers, fiber lasers and so on.
2. Control System: control the direction of the laser beam, power, pulse width and other parameters to achieve precise welding.
3. Water Cooler: laser welding machine water cooler is a device used to cool the heat generated during the laser welding process.
4. Welding Head: used to receive the energy of the laser beam to melt the workpiece and form a weld.
5. Gas Supply System: Provides gases such as oxygen or argon to fuel the welding material.
Is Laser Welding Strong?
Laser welding technology is characterized by fine seams, deep weld penetration and high internal strength. The laser penetrates deeper into the material and creates a cleaner, stronger welded joint than traditional welding techniques. Is laser welding as strong as MIG? Not only is laser welding typically stronger than MIG welding, but it is also three to ten times faster, making thicker workpieces easier to handle. In industrial tests, laser welding has been shown to exceed the strength of TIG welding.
What Factors Affect Laser Welding Quality?
The key process parameters influencing laser welding performance mainly include laser power, welding speed, and lens focal length, focusing position and shielding gas. Among them, laser power and welding speed are the most important parameters, while the welding thickness depends directly on the laser power. Usually, as the power increases, the welding depth increases. As the speed increases, the depth of penetration decreases and the weld and heat-affected zone become narrower, while productivity increases. Correct setting and control of these parameters is essential to ensure weld quality during high-speed continuous laser welding.

Laser Power Density
The prerequisite for deep penetration welding is to focus the laser beam to achieve sufficiently high power density, thus laser power density plays a decisive role in the formation of weld seams. Laser power also controls the depth of penetration and welding speed. For a certain diameter of the laser beam, increasing the laser power deepens the penetration and accelerates the welding speed. There generally exists a critical value of laser power for achieving a certain welding penetration depth. When this critical value is reached, the weld pool boils vigorously, and exceeding it leads to a sharp decrease in penetration depth. Additionally, due to the force of metal vapor, small holes will form in the weld pool, and these holes are key to achieving deep penetration welding.
Beam Spot Size
The size of the beam spot is one of the most important variables in laser welding as it determines the power density.
Pulse Frequency
Pulse frequency, beam spot size, and welding speed need to be matched to achieve the desired overlap rate. Generally, a higher overlap rate leads to smoother welds, but it also reduces the welding speed. When the laser pulse frequency exceeds a certain value, the overlap rate becomes too high, surpassing the welding limit of the material, which may lead to burn-through or the formation of welding spatter.
Defocus Amount
Defocus amount, also known as focus offset distance, pertains to the separation between the focal point of the laser beam and the surface intended for machining on the workpiece. Altering the defocus amount directly impacts the dimensions of the laser spot, consequently influencing the laser energy density within the irradiation region. There are two types of defocus: positive defocus and negative defocus. Positive defocus occurs when the focal plane is above the workpiece, while negative defocus occurs when it is below. With negative defocus, the power density inside the material is higher than on the surface, resulting in stronger melting and vaporization, allowing the light energy to penetrate deeper into the material. Therefore, in practical applications, negative defocus is preferred when a larger penetration depth is required, while positive defocus is suitable for welding thin materials.
Pulse Width
This is mainly for laser welding machines with pulsed lasers. Pulse width is one of the important parameters of a pulsed laser welding machine, which distinguishes it from both material removal and material melting, as well as a key parameter in determining the cost and volume of the processing equipment. The longer the pulse width, the larger the diameter of the welded joint, and the deeper the melting depth at the same working distance.
Output Power Stability
The better the output power stability of the laser, the better the welding consistency.
Material Absorption
The extent to which a material absorbs laser light depends on factors such as the absorption rate, which is the most critical. Absorption rate is affected by the resistance coefficient and surface state, and the resistance coefficient is temperature dependent. For the 10.6μm wavelength of a CO2 laser, non-metallic materials absorb highly at room temperature, while metals absorb poorly until they melt or vaporize. The use of surface coatings or the generation of oxide films can effectively increase the ability of the material to absorb the beam.
Welding Speed
Welding speed has a significant effect on the depth of fusion. Increasing the speed reduces the depth of fusion, while too low a speed may result in excessive melting of the material and weld penetration. Therefore, there is a range of welding speeds that are appropriate for a given laser power and thickness of a given material, and the maximum depth of fusion can be achieved at the corresponding speed values therein.
Protective Gas
Laser welding process often use inert gases to protect the molten pool, when some materials can be welded without regard to the surface oxidation is not considered protection, but for most applications are often used helium, argon, nitrogen and other gases for protection, so that the workpiece in the welding process from oxidation, so that the weld can be kept clean and tidy.
Argon is cheaper and denser, so the protection effect is better. But it is susceptible to high-temperature metal plasma ionization, shielding part of the beam to the workpiece, reducing the effective laser power of welding, but also damage the welding speed and depth of fusion. The surface of the welding protected with argon is smoother than that protected with helium. Nitrogen is the cheapest gas to use as a shielding gas, but it is not suitable for some types of stainless steel welding.
The second function of the shielding gas is to protect the focusing lens from metal vapor contamination and sputtering of liquid droplets. Especially in high power laser welding, the gas can act as a lens protector as the eject becomes very powerful.
Lens Focus
Welding is usually used to focus the laser convergence, the general choice of 63 ~ 254mm (2.5 “~ 10”) focal length of the lens. Focused spot size is proportional to the focal length, the shorter the focal length, the smaller the spot. However, the length of the focal length also affects the depth of focus, that is, the depth of focus increases synchronously with the focal length, so the short focal length can improve the power density, but because of the small depth of focus, you must accurately maintain the distance between the lens and the workpiece, and the depth of fusion is not large.
Due to the spatter generated during the welding process and the influence of the laser mode, the shortest focal depth used in actual welding is mostly the focal length of 126mm (5″). When the joint is large or the weld needs to be increased by increasing the spot size, a lens with a focal length of 254mm (10″) can be selected, in which case a higher laser output power (power density) is required in order to achieve a deep fusion small hole effect.
When the laser power exceeds 2kW, especially for the 10.6μm CO2 laser beam, due to the use of special optical materials to form the optical system, in order to avoid the risk of optical damage to the focusing lens, often choose to reflect the focusing method, generally using polished copper mirrors as a reflector. Because of effective cooling, it is often recommended for high-power laser beam focusing.
Focal Point Position
The position of the focal point is critical in order to maintain adequate power density when welding. Changes in the position of the focal point relative to the surface of the workpiece directly affect the weld width and depth. Figure 2-6 illustrates the effect of focal point position on weld depth and seam width for 1018 steel.
In most laser welding applications, the focal point is usually located below the surface of the workpiece at approximately 1/4 of the desired depth of penetration.
Welding Fixtures
In the process of laser welding, welding fixtures are mainly used to accurately position and reliably clamp the welded workpiece, facilitate the assembly and welding of the welded workpiece, ensure the precision of the welded structure, and effectively prevent and reduce the welding heat distortion.
Dapeng Laser Welding Parameters of Water-Cooled Handheld Laser Welding Machine
In order to meet different welding needs and material characteristics, Dapeng’s water-cooled laser welding machines are equipped with a variety of power and parameter settings. The following table will show the welding parameters of water-cooled laser welding machine under different power, which will help users to better select the welding equipment and process parameters suitable for their needs. Each machine parameter can be set and debugged in the welding control system.
| Material | Laser Power | Thickness | Duty Cycle | Frequency | Scope Width | Scope Speed | Welding Speed | Depth of Melt | Focus Position |
| Stainless steel | 300W | 0.5mm | 100% | 2000HZ | 2mm | 100HZ | 10mm/s | 0.5mm | -1 |
| 300W | 0.8mm | 100% | 2000HZ | 2mm | 100HZ | 10mm/s | 0.6mm | 0 | |
| 400W | 1.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 0.8mm | 0 | |
| 800W | 2.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 1.8mm | 0 | |
| 1200W | 2.5mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 2.5mm | 5 | |
| 1600W | 3.0mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 3.0mm | 5 | |
| 2000W | 4.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 4.0mm | 5 | |
| 2400W | 5.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 5.0mm | 5 | |
| 2800W | 6.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 6.0mm | 5 | |
| Aluminum alloy 6 series | 600W | 1.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 0.8mm | 0 |
| 1000W | 2.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 2.0mm | 0 | |
| 1300W | 2.5mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 2.5mm | 0 | |
| 1600W | 3.0mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 3.0mm | 0 | |
| 2200W | 3.5mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 3.5mm | 0 | |
| 2800W | 4.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 4.0mm | 0 | |
| 2900W | 5.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 5.0mm | 0 | |
| Carbon steel Q235 | 300W | 0.5mm | 100% | 2000HZ | 2mm | 100HZ | 10mm/s | 0.5mm | -1 |
| 300W | 0.8mm | 100% | 2000HZ | 2mm | 100HZ | 10mm/s | 0.6mm | 0 | |
| 400W | 1.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 0.8mm | 0 | |
| 800W | 2.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 1.8mm | 0 | |
| 1200W | 2.5mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 2.5mm | 5 | |
| 1600W | 3.0mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 3.0mm | 5 | |
| 2000W | 4.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 4.0mm | 5 | |
| 2400W | 5.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 5.0mm | 5 | |
| 2800W | 6.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 6.0mm | 5 | |
| Galvanized sheet | 300W | 0.5mm | 100% | 2000HZ | 2mm | 100HZ | 10mm/s | 0.5mm | -1 |
| 300W | 0.8mm | 100% | 2000HZ | 2mm | 100HZ | 10mm/s | 0.6mm | 0 | |
| 400W | 1.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 0.8mm | 0 | |
| 800W | 2.0mm | 100% | 2000HZ | 3mm | 100HZ | 10mm/s | 1.8mm | 0 | |
| 1200W | 2.5mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 2.5mm | 5 | |
| 1600W | 3.0mm | 100% | 2000HZ | 4mm | 100HZ | 10mm/s | 3.0mm | 5 | |
| 2000W | 4.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 4.0mm | 5 | |
| 2400W | 5.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 5.0mm | 5 | |
| 2800W | 6.0mm | 100% | 2000HZ | 6mm | 100HZ | 10mm/s | 6.0mm | 5 |

In a word, in high-speed and efficient laser welding, ensuring the laser welding effect requires the use of stable lasers and high-quality, highly stable optics with regular maintenance to keep them clean. At the same time, the workpiece should be properly pre-treated and the machining and assembly precision should be ensured. Set different laser processing parameters for different processed materials, including laser power, welding speed, laser waveform, defocus distance and shielding gas. By optimizing these parameters, the reliability and stability of laser welding quality can be improved.