There is a question in quota: What are the key differences between continuous wave (CW) lasers and pulsed lasers, and what applications benefit from each mode of operation? This article will discuss this issue aim to offer a comprehensive guide to continuous vs pulsed laser, empowering them to make well-informed decisions in both technical selection and practical implementation.
Difference between Continuous and Pulsed Laser
CW Laser
CW stands for “continuous wave”, i.e. continuous wave laser. It achieves laser output through continuous excitation energy, meaning that the laser remains on until it stops. Continuous wave lasers typically have lower peak power and higher average power.
The most common metal cutting and welding of copper and aluminum are usually continuous lasers, which are most widely used. Common parameters of continuous lasers include: power waveform, defocus, core spot size, speed, etc.
QCW is “quasi-continuous wave”, that is, quasi-continuous wave laser. Usually the laser is an intermittent process, compared with single mode continuous laser, QCW energy distribution is more concentrated, which means that QCW has a greater energy density (stronger penetration ability) than continuous lasers.
Pulsed Laser
Unlike continuous wave lasers, pulsed lasers release energy suddenly within certain time intervals, forming pulses. This intermittent energy release provides pulsed lasers with unique advantages in specific applications, such as processes requiring high energy density, material drilling, micro-machining, and precision cutting. Pulsed lasers require adjustments of parameters such as pulse repetition rate, peak power, pulse width, duty cycle, pulse energy, average power, peak power density, energy density, and defocusing amount.
What is difference between continuous laser vs pulse laser?
Pulsed lasers are distinguished by their ability to deliver high peak power and release energy in extremely short bursts, with pulse durations as brief as the femtosecond range. This enables the concentration of energy within a minimal timeframe, significantly reducing thermal impact on materials.
They offer exceptional precision and high energy density, making them ideal for applications requiring fine detail and minimal material damage. Compared to continuous wave lasers, pulsed lasers exhibit significantly higher peak power and often greater overall efficiency.
Furthermore, pulsed lasers feature adjustable frequency and pulse duration, allowing for customization in high-precision operations under specific conditions.
Continuous lasers are defined by their stable, continuous output, capable of delivering constant power over extended periods. Their average power is typically higher than that of pulsed lasers, and the beam output intensity is steady and consistent. Continuous lasers are more suited for processes requiring uniform energy density distribution. They are efficient, capable of covering larger areas, and ideal for long-duration operations.

Continuous Wave and Pulsed Wave Laser Application
1. Continuous Laser Application
(1) Laser cutting: Utilizing the stable output energy and high power of continuous laser, high-quality cutting can be carried out on metallic materials, non-metallic materials and so on.
(2) Laser welding: The application of continuous laser in welding can realize high-precision and high-efficiency welding processing.
- Deep melt welding – Continuous lasers are suitable for welding tasks that require deep melting due to their ability to provide continuous energy output.
- Welds involving crack-sensitive materials such as 430, 316 and 303 stainless steel – The continuous energy output provided by continuous lasers helps to minimize the heat-affected zone of the material, thereby reducing crack formation.
- High-volume production operations with continuous laser welding – The high-speed welding capabilities of continuous lasers make them suitable for scenarios where efficient production is required.
- Non-heat sensitive welds – Continuous lasers are suitable for welding tasks that require minimal heat impact due to their ability to control heat input.
2. Pulsed Laser Applications
(1) Laser marking: Utilizing the high energy density of pulsed lasers, high quality, and high precision marking of surfaces can be achieved.
(2) Micro and nano fabrication: Ultrafast pulsed lasers, such as femtosecond and picosecond lasers, exceptional capabilities in high-precision machining, especially for applications requiring intricate detail processing. By controlling laser parameters, micron-level processing accuracy and the fabrication of complex structures can be achieved. Ultrafast laser technology is widely used in micron-level processing accuracy and complex manufacturing such as micro drilling, microelectronic component manufacturing, glass precision cutting, stainless steel color marking, as well as semiconductor processing, PCB, and FPC fabrication.
(3) Laser welding
- Welding highly reflective metals such as aluminum and copper – Pulsed lasers cope with the highly reflective nature of these materials by delivering high-energy pulses in a very short period of time.
- Welding near heat-sensitive parts or thin-walled, heat-sensitive welds – The pulsed nature of pulsed lasers allows them to deliver high energy in a short period of time, thus minimizing the thermal impact on surrounding materials.
- Spot welding – Pulsed lasers are suitable for spot welding tasks due to their ability to deliver high energy density pulses at the weld joint.
- Hermetic sealing – The high energy density and transient nature of pulsed lasers make them suitable for achieving high quality hermetic welding.
Pulsed Welding Vs. Continuous Laser Welding
Weld Appearance
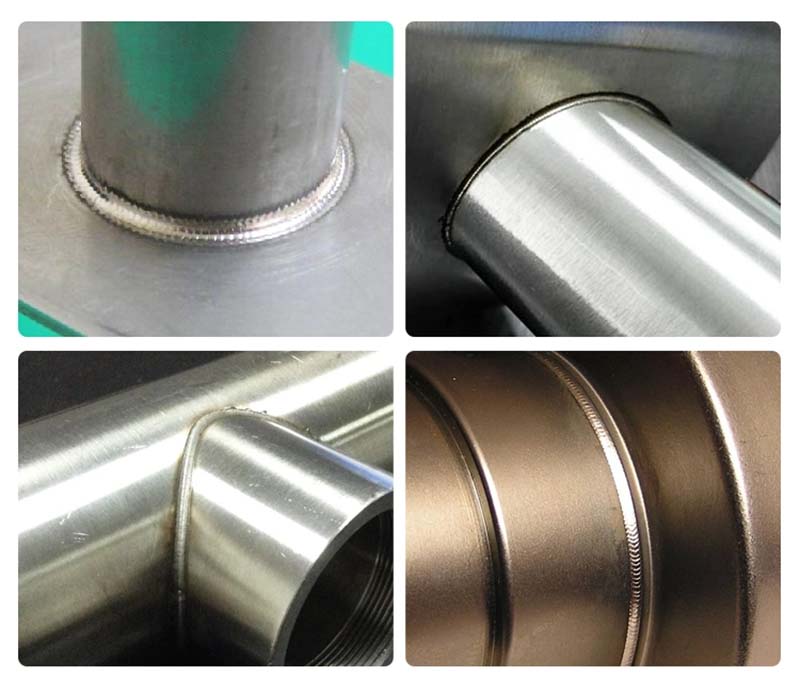
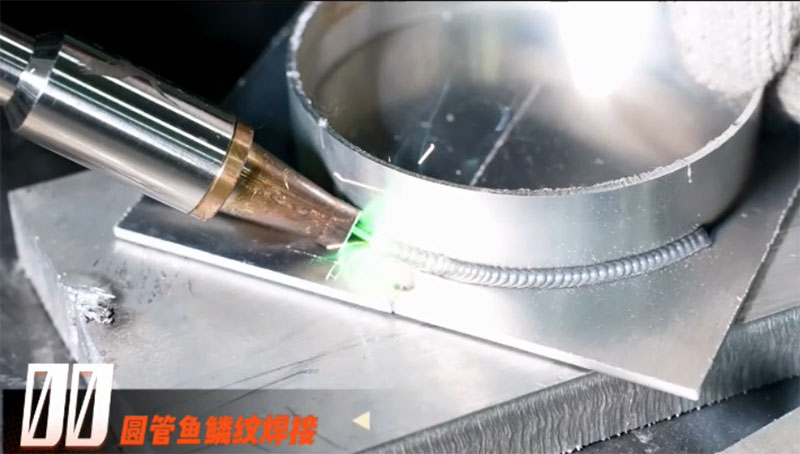
QCW (Quasi-Continuous Wave) welding is similar to pulsed spotting, where the weld surface has a fish scale texture; whereas continuous laser welding has a smooth, continuous curved effect.
Energy input
Continuous laser inputs energy continuously, while pulsed laser inputs energy intermittently.
Application Areas
It is mentioned that continuous laser welding is mainly used in machinery, automobile, shipbuilding and other industries, and it is suitable for plates with a thickness of more than 1mm.
Pulsed laser welding is mainly applied to spot welding and seam welding of thin-walled metal materials, such as 3C product shells, lithium batteries, electronic components and other industries.
Power Requirements
Continuous laser welding usually requires a high-power laser with a power of 500 watts or more.
Pulsed laser welding can be used in the power between tens to hundreds of watts of low-power continuous laser.
Welding Principle
Continuous laser welding adopts the deep-melt welding mechanism, utilizing the micro hole effect, with fast welding speed and small thermal deformation.
Pulsed laser welding belongs to the heat conduction type welding, through the control of laser pulse parameters to realize the workpiece connection, the overall temperature rise of the workpiece and the heat effect is small.
Welding Characteristics
Pulsed laser welding generates high temperatures and pressures through brief, high-energy, instantaneous irradiation, which helps to quickly vaporize or break up contaminants, but is also prone to porosity and cracking. In contrast, continuous laser welding has a less pronounced tendency to crack due to a more uniform heating process, while the weld surface is smoother and more uniform, with no spatter, no defects, and no internal cracks. In aluminum alloy welding, the advantages of continuous laser welding are more obvious, with high efficiency, no need to filler wire, stable quality after welding and other characteristics.
In general, continuous wave laser welding is suitable for thicker plates with high power requirements and fast welding speeds. While pulsed laser welding is suitable for thin-walled materials, it can reduce the temperature rise and heat impact of the workpiece, and is suitable for areas with high requirements for workpiece deformation.
Pulsed Laser VS CW Laser for Cleaning
Laser cleaning is a new type of object surface cleaning technology, which can replace the traditional acid washing, sand blasting and high-pressure water jet cleaning. Using portable cleaning head and fiber laser, laser cleaning machine has flexible and controllable beam transmission, wide range of application, high cleaning efficiency and good results. Fiber lasers are preferred due to their high reliability, stability and flexibility.
How Continuous Wave Laser and Pulsed Laser Works?
Pulsed Laser Cleaning
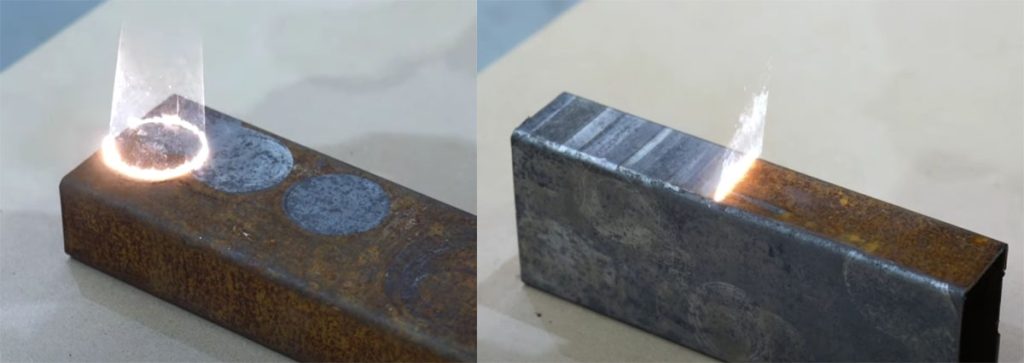
Pulsed laser cleaners utilize high-energy, high-frequency pulsed laser beams to instantaneously heat and cool the surface of an object, creating an instantaneous temperature gradient and thermal stress, which dislodges pollutants and thin coverings from the surface. Through brief, high-energy irradiation, high temperature and high pressure are instantly generated, rapidly vaporizing or shattering the pollutants to achieve the cleaning effect.
Continuous Wave Laser Cleaning
CW laser cleaning is the continuous emission of laser beams to heat the surface of the object to realize the cleaning effect. Continuous lasers are characterized by a constant and steady output of energy and tend to have a milder cleaning effect on the surface of the object.

Difference between CW Laser and Pulsed Laser for Cleaning Machine?
Pulsed laser cleaner is widely used in various industries, such as automobile manufacturing, electronic equipment, aerospace, semiconductor processing and so on. It can effectively remove various pollutants such as paint, oxides, welding slag, etc., and is suitable for cleaning objects with high surface requirements. As pulsed laser cleaning is characterized by high energy and short action time, the cleaning speed is slow and suitable for cleaning small areas and thicker stains. Especially for paint stains with strong adhesion, pulsed laser cleaning machines are more suitable.
Continuous laser cleaning is used in medical equipment sterilization, wood, textile cleaning and other fields. Compared with pulsed laser, continuous laser has lower energy and is suitable for large area cleaning, thin and thick stains, fast cleaning speed and good effect. Continuous laser is usually used for laser rust removal.

Cost
Pulsed laser cleaning machine usually require higher equipment costs and are suitable for cleaning products with high demands on the surface of the substrate. Comparatively, continuous laser cleaner is less expensive and is suitable for large-scale industrial cleaning needs. The average price of a handheld continuous light wave laser cleaner ranges from $5,000 to $8,000, while pulsed laser cleaners are 3-4 times more expensive than continuous laser cleaners.
The Bottom Line
Laser cleaning and laser welding technologies are becoming mainstream choices in industrial manufacturing. With continuous wave and pulsed wave laser, laser cleaners provide efficient and reliable cleaning solutions for different application scenarios. Laser welding technology provides diversified and customized welding solutions for the manufacturing industry, which promotes the technological level and innovative development of various industries. As a leading laser equipment manufacturer in China, Dapeng Laser is committed to providing customers with a full range of laser machine solutions and professional technical support to become a trusted partner.



