
Laser cutting has become the go-to method for processing thick metal sheets due to its precision, speed, and efficiency. Cutting thick plates with laser cutters can achieve clean edges, intricate designs, and consistent results even on the toughest materials. In this guide, we’ll delve into why laser cutting is ideal for thick metals, how to evaluate its effectiveness, and tips for maximizing your cutting performance.
Metal thick plates are essential materials in industrial and infrastructure construction, with an ever-expanding range of applications. Known for their strength, durability, and versatility, these plates are primarily used in construction, machinery manufacturing, container production, shipbuilding, and bridge construction.
Laser cutting machine has become the leading tool for handling metal medium and thick plates. Compared to traditional cutting techniques like plasma or flame cutting, laser cutting thick metal offers higher precision, faster speeds, and superior edge quality, making it the preferred choice in modern manufacturing. For medium thickness plates (10.0–25.0 mm) and thick plates (25.0–60.0 mm), laser cutting effectively addresses the challenges of varying thicknesses, providing efficient cutting solutions.
Why Choose Laser Cutting for Thick Steel?
High-power laser cutting machines excel in processing thick steel plates, delivering exceptional cutting speed and precision. The higher the laser power, the more powerful the beam, enabling the cutting of thicker materials. With concentrated beam energy, lasers can quickly penetrate thick steel for efficient cutting.
Moreover, equipped with precise CNC systems, laser cutting machines ensure accurate control over cutting paths and dimensions, guaranteeing high processing accuracy. This combination of efficiency and precision significantly enhances production output and product quality, making laser cutting the ideal choice for thick steel applications.
How Thick of Metal Can a Laser Cut?
The thickness of metal that a laser can cut depends on several factors, including the type of laser, the laser’s power, the type of metal, and the cutting setup (e.g., focal length, auxiliary gas).
Laser Power
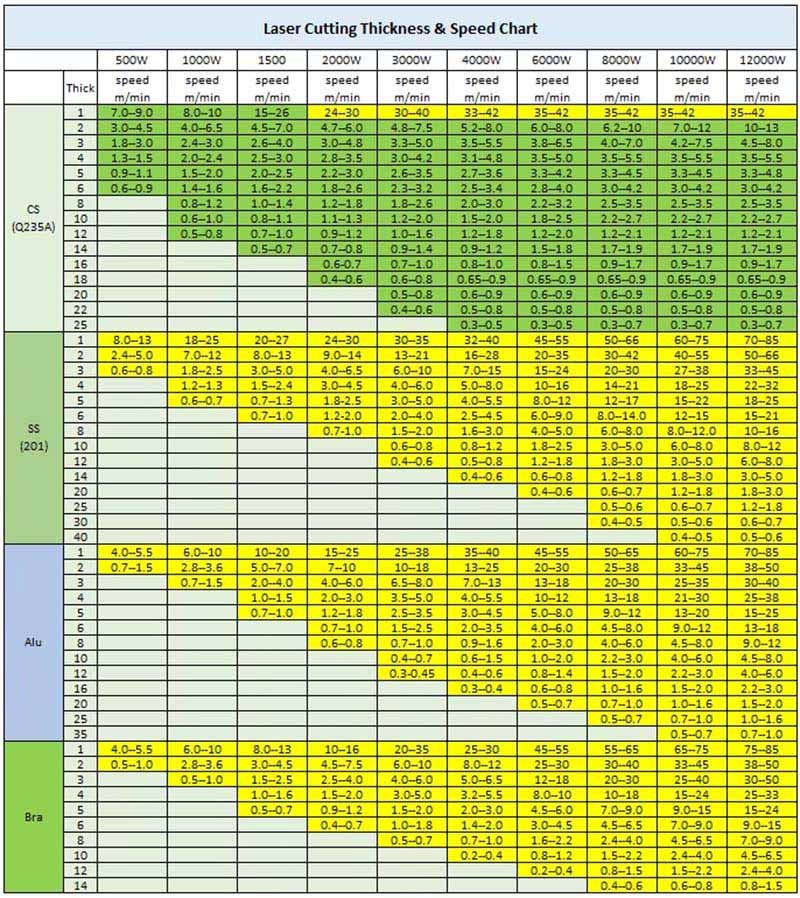
The cutting thickness of a laser cutting machine is primarily determined by its laser power. Laser cutters with different power levels have varying thickness ranges they can handle. Generally, laser cutting machines with 1500W, 3000W, and 6000W power levels can theoretically cut progressively thicker plates, with higher power enabling the cutting of thicker materials.
Cutting Speed
In industrial manufacturing, the focus of using a laser cutter for thick metal is to balance cutting quality and speed. Achieving the optimal cutting speed is critical when processing metals of varying thicknesses. For thicker materials, reducing the cutting speed appropriately helps maintain quality, avoiding defects caused by excessive speed. However, cutting too slowly can increase production costs and time, impacting delivery efficiency. Therefore, the ideal approach is to maximize cutting speed while ensuring high-quality results.

In practical application, the cutting ability of fiber laser cutting machine is also related to the quality of the laser cutting system components, laser, equipment maintenance, working environment and other factors, the use of auxiliary gases can also improve a certain cutting ability, so there is no absolute standard for its cutting thickness and cutting speed. The above table is only a reference value.
The Standard for Laser Cutting Thick Metal Sheets
Roughness
During high-speed cutting, if molten metal is not promptly ejected from the cut, it can form bent marks or drag. High-quality laser cutting aims to minimize these lines, ensuring a smooth cutting surface.
Perpendicularity
Perpendicularity measures whether the cutting edge maintains a 90-degree angle with the plate surface. Good perpendicularity indicates high cutting quality, ensuring the workpiece meets design specifications and is suitable for subsequent assembly and use.
Cutting Width
Cutting width affects both the profile accuracy and material utilization. Narrower cuts improve material efficiency and help ensure precise workpiece dimensions.
Burrs
The presence of burrs adds extra processing steps and costs. The ideal state is either no burrs or minimal burrs. Optimizing cutting parameters, such as choosing the appropriate cutting speed, power settings, and assist gas types, can help reduce or even eliminate burr formation.
Deformation
Deformation is often caused by localized overheating, especially in fine parts. To prevent deformation, pulsed cutting mode can be used to control the energy output of each pulse, or cooling devices like chillers can be employed to maintain a stable temperature of the workpiece.

How To Cut Thick Metal Plates With Laser?
High-power laser cutting machines can cut various thick materials, including stainless steel, aluminum alloy, and carbon steel. By adjusting parameters like laser power and cutting speed, the machine can meet the processing requirements for different materials and thicknesses. This versatility makes laser cutting widely used across multiple industrial sectors. In addition to selecting a high-power laser cutting machine, certain operational techniques must be followed to achieve optimal cutting results.
Pre-treatment
Before laser cutting, pre-treating the material, such as through heat treatment or chemical treatment, can improve its cutability.
Nozzle Selection
The nozzle diameter determines the airflow shape, gas diffusion area, and gas velocity, all of which affect molten material removal and cutting stability. The thicker the material, the larger the nozzle diameter and the valve settings should be, to increase airflow and ensure pressure, ensuring a clean cut.
For plates under 3mm, a nozzle with a 2.0mm diameter is typically used.
For plates between 3mm and 10mm, a 3.0mm nozzle is used.
For plates over 10mm, nozzles of 3.5mm or larger are required.
Single or Dual-Layer Nozzles
Typically, a dual-layer nozzle is used for oxidizing cutting (with oxygen as the assist gas), while a single-layer nozzle is used for fusion cutting (with nitrogen as the assist gas). The choice depends on the type of metal material being cut.
Assist Gas Selection and Gas Purity
Various assist gases, such as oxygen, nitrogen, and air, are commonly used in laser cutting of stainless steel. Different gases produce different cut surface results:
Oxygen results in a black cut edge. Air produces a light yellow cut. Nitrogen preserves the original color of stainless steel, preventing oxidation. Nitrogen is the preferred assist gas for stainless steel cutting.
Assist gas purity should be ≥99.995%.
Focus Position
The focus position affects the thickness, material type, and cutting quality. Different materials and thicknesses require different focal points. Prior to cutting, measure the actual zero-focus point and use it as a reference for testing and analyzing cutting parameters.
Laser Frequency and Pulse Duty Cycle
The frequency can be adjusted from 500 to 100Hz to refine the cut surface, improving layering slowly. By adjusting frequency and duty cycle, the optimal parameters can be found. To ensure the best cut quality, pulse count and single-pulse energy must be perfectly matched.
Adjusting Laser Power and Cutting Speed
In addition to the above parameters, fine-tuning laser power and cutting speed is essential during the actual cutting process. These parameters should be optimized based on the material’s thickness and type to ensure cutting quality. All adjustments should be customized according to the specific application and requirements.

Challenges in Laser Cutting Thick Steel
High Initial Cost
Although laser cutting of thick metal plates offers many advantages over traditional cutting methods, the initial cost of the equipment is relatively high, limiting its adoption by small businesses.
Metal Reflectivity
The reflective properties of metal present a significant challenge in laser cutting. Most metals, especially those with high reflectivity like aluminum and copper, reflect a portion of the incident laser energy, rather than absorbing it for cutting. This reflection reduces the efficiency of the laser’s energy use, often requiring higher-powered laser cutting machines to achieve effective cutting.
Workpiece Thickness
As the thickness of the metal increases, the ability of the laser to make a clean cut diminishes. To cut thicker materials, a more powerful laser is required, which increases the overall cost of the equipment.

High Power Fiber Laser Cutting Machine
DP Laser offers the innovative 30,000W ultra-high-power laser cutting machine, specializing in the development and production of professional laser cutting solutions for various thick metal tubes and plates. This series integrates ultra-high power, ultra-high precision, exceptional stability, and an intelligent operating system, providing users with efficient and convenient cutting solutions.
The K-series laser cutting machine features:
- Robust Bed: Provides a stable foundation for the entire system.
- Stable Beam: Ensures the stability of moving parts during the cutting process.
- Cutting Worktable: Secures materials, supporting efficient cutting operations.
- Smoke Extraction System: Effectively removes fumes produced during cutting.
- Z-Axis Device: Ensures precise vertical motion control.
- Water Cooling System: Maintains equipment stability by regulating temperature.
- Air Circuit System: Specifically designed for laser cutting to ensure stable operation.
This ultra high power laser cutting system is equipped with an advanced bochu CNC system, cutting process parameter database, nesting software, and remote monitoring system. These technological features ensure precise and high-quality cutting edges, even when processing thick plates, meeting the needs of high-speed and high-quality sheet metal processing.
In fiber laser cutting machine, laser power directly affects the thickness of metals that can be cut. Common metals like carbon steel, stainless steel, brass, and aluminum are typically processed with lasers ranging from 1kW to 6kW for thin to medium-thickness plates. For thick plate cutting, higher-power lasers such as 10kW, 12kW, or even 20kW are recommended to ensure efficient cutting speed and quality.
DPLASER Offers Ideal Laser Cutter for Thick Metals
DPLASER offers high-power (10kW and above) fiber laser cutting machines, specifically designed for cutting thick metal components. These machines provide powerful cutting capabilities, wide material compatibility, and exceptional cutting quality, while ensuring high production efficiency.
In conclusion, laser cutting thick steel offers precision and efficiency, making it the preferred choice for industrial manufacturing. By understanding how to measure its effectiveness and properly setting up the laser cutting machine, you can achieve optimal results even with the toughest materials. The DPLASER ultra-high-power fiber laser cutting machine series provides the perfect solution for handling thick metal with superior accuracy and speed.



