













Copper is widely used in industries such as electrical, electronics, aerospace, and precision instruments due to its excellent electrical conductivity, corrosion resistance, and mechanical properties. Traditional welding methods(arc welding and gas welding) struggle to achieve high-quality joints with copper due to its high thermal and electrical conductivity and a low melting point.
Laser welding of brass offers significant advantages, including deep penetration, minimal heat-affected zone, high speed, and precise positioning. It can create high-strength and highly reliable weld joints with a clean and aesthetically pleasing appearance.
Laser Welding – Copper & Copper Alloys Materials:
Copper: Pure copper possesses excellent electrical and thermal conductivity, making it commonly used in electronic devices, wires, cables, and more. When laser welding pure copper, it can produce high-quality weld joints, but it is necessary to overcome copper’s high thermal conductivity.
Oxygen-Free Copper: Impurities and residual oxygen content in oxygen-free copper can lead to porosity and other discontinuities when welding or brazing.
Copper-Tin Alloys: Copper-tin alloys are typically used for manufacturing electronic contacts and electrical connectors. They have high hardness and wear resistance, and reliable connections can be achieved after laser welding.
Copper-Zinc Alloys (Brass): Copper-zinc alloys, commonly referred to as brass, come in various compositions and proportions to produce alloys with different properties. Brass can be laser welded, but attention should be paid to the alloy composition, as the addition of zinc can lead to porosity and other welding issues.
Copper-Aluminum Alloys: Copper-aluminum alloys typically have good thermal conductivity and are suitable for high-temperature applications. During laser welding, it’s necessary to control welding parameters to avoid cracking and porosity.
Copper-Nickel Alloys: Copper-nickel alloys are often used in corrosion-resistant and wear-resistant applications, such as equipment in marine environments.
Copper-Chromium Alloys: Copper-chromium alloys are typically used in high-temperature and high-strength applications, such as aerospace and nuclear industries.
Different copper alloys have varying melting points, thermal conductivities, and coefficients of thermal expansion. Therefore, it is necessary to adjust the welding parameters and process to ensure good welding quality before laser welding.
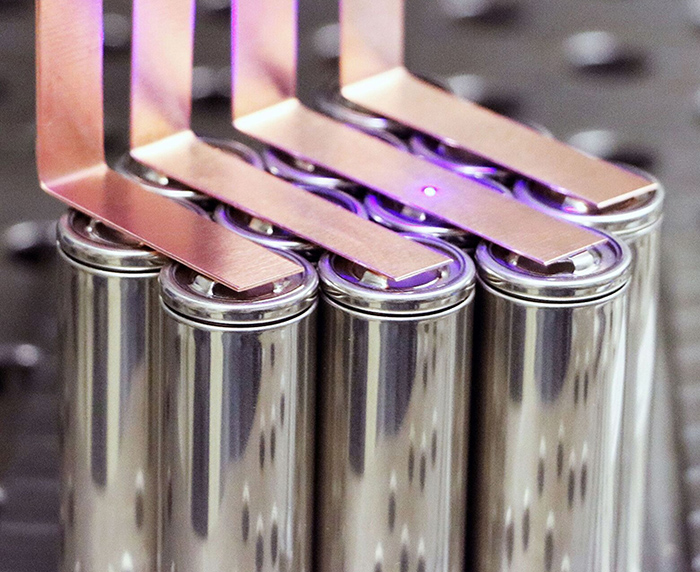
Copper is a commonly used conductive material in electronic devices, and laser welding enables high precision to meet the requirements of microelectronic devices. Laser welding finds extensive applications in the manufacturing of electronic components and microelectronic devices, such as conductive components, printed circuit boards (PCBs), heat sinks, battery connectors, and electric motor coils, among others. These component demand high strength and conductivity, and laser welding can provide reliable connections.
Copper and brass are metals with high thermal and electrical conductivity. Laser welding is well-suited for these metals as it provides precise energy control, preventing excessive heat input. This helps reduce deformation and maintains the electrical and thermal conductivity of the welded components.
Laser welding offers exceptional welding precision and control, making it suitable for applications requiring highly precise welding, particularly when connecting electronic components or manufacturing precision instruments.
Laser welding involves relatively low heat input, reducing the size of the heat-affected zone and minimizing the risks of deformation and grain coarsening.
Unlike TIG and MIG welding, laser welding does not require additional material, which would increase the weight of the workpiece. This is crucial for precision electronic components.
Potential Challenges in Copper Laser Welding:
1. Beam Reflectance: Copper and brass typically exhibit high reflectivity to laser beams, necessitating special beam focusing and absorption measures to ensure welding quality.
2. Material Thickness: Thicker copper and brass materials may require higher laser power levels for successful welding.
3. Weld Seam Geometry: Laser welding is generally well-suited for straight or simple-shaped weld seams. Complex weld seam geometries may require additional process control.
| Argon Arc Welding VS. Laser Welding | ||
| Items | Argon Arc Welding | Laser Welding |
| Heat | High heat | Low heat |
| Deformation | Prone to deformation | Minimal or no deformation |
| Weld Bead | Large weld bead | Smaller weld bead, adjustable spots |
| Aesthetics | Requires processing, high grinding costs | No need for post processing and low processing costs |
| Penetration | Susceptible to perforation | Not prone to perforation |
| Shielding Gas | Requires Argon gas | Requires Argon/Nitrogen gas |
| Precision | traditional | High precision, Computer numerical control (CNC) |
| Efficiency | traditional | 2-5 times faster |
| Safety | Intense ultraviolet radiation | Safe irradiation, almost no harm |
| Skill Requirements | Skilled welders | No technical requirements |
Basic Steps: Laser Welding Machine for Copper
1. Preparation: Clean and prepare the copper surface to be welded by removing any oil, paint, grease, dust, dirt, or other contaminants. Using chemical cleansers or a laser cleaning machine is essential to remove oxidation and pollutants from the welding surface.
2. Set Welding Parameters: Depending on the specific material and welding requirements, configure appropriate laser power, pulse width, focal position, and other parameters.
3. Position and Secure the Workpiece: Fix the copper piece to be welded on a welding platform or fixture, ensuring precise positioning.
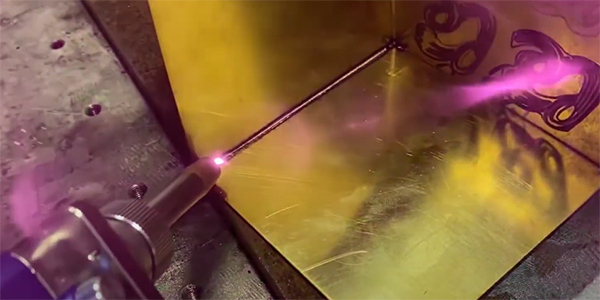
4. Perform Welding: Activate the laser and scan the welding area. The laser beam generates instant high temperatures on the copper surface, melting it and forming a weld pool. Precise control of the laser beam enables a highly accurate and repeatable welding process.
5. Post-Welding Treatment: Allow the welding area to cool, ensuring complete solidification of the weld seam. Depending on the requirements, post-processing such as grinding and polishing can be performed.
For better welding copper to aluminum and copper to stainless steel:
Preheating: For larger copper pieces, preheating can help mitigate issues of thermal stress and uneven cooling during the welding process. Proper preheating temperature can enhance welding quality and strength.
Auxiliary Gas: When laser welding copper, it is preferable to use argon gas. It purges oxygen from the welding area, resulting in a pure, sturdy weld.
Material Selection: For specific applications, special composite materials or additives can be chosen to improve welding performance and strength. For example, adding a small amount of nickel can enhance the welding characteristics of copper.
Share your needs, and our professional engineers will offer tailored machines and free quotes for your business.
Welcome to DPLaser to experience and learn to use laser equipment.
We are always here!